Project Description
Elektrociepłownia EC3 Veolia Łódź Polska 2014-2016.

Projekt modernizacji kotłów w elektrociepłowni Veolia EC3-Łódź został dostarczony przez Bilfinger Babcock Borsig Steinmüller i obejmował instalację dwóch wytwornic pary z nisko emisyjnym systemem paleniskowym, które zastąpiły dwa wysłużone kotły parowe OP-230 firmy Rafako. Projekt zakończony w 2 kwartale 2016.
W latach 2014 – 2016, LBNiW pomyślnie zrealizowało kompleksowy program badań nieniszczących dla Bilfinger Power Systems podczas instalacji dwóch kotłów parowych w elektrociepłowni Veolia EC3-Łódź.
Nowy projekt i nowe partnerstwo.
Ponieważ było to pierwsze zlecenie od Babcock Borsig Steinmüller (BBS), przeprowadzono audyt dostawcy, aby sprawdzić, czy nasze wewnętrzne procesy spełniają standardy jakości klienta. Przedstawiciele służb zapewniania jakości BBS odwiedzili nas w Polsce, w celu sprawdzenia, czy mamy odpowiednio wykwalifikowany personel, właściwą aparaturę, czy jest ona prawidłowo kalibrowana i eksploatowana, aby przejrzeć nasze procedury testowania i wreszcie, aby upewnić się, że nasze praktyki sprawozdawczości gwarantują dokładne i wiarygodne wyniki. Kiedy BBS ustaliło, że LBNiW jest profesjonalnym wykonawcą badań nieniszczących, który posiada wymagane kompetencje, aby realizować zadania na rzecz projektu mogliśmy rozpocząć pracę.

LBNiW wykonało kompleksowy program kontroli NDT podczas instalacji dwóch kotłów parowych w elektrociepłowni Veolia EC3-Łódź. Badania spoin zostały przeprowadzone zgodnie z normami EN 12952-6, EN 13480-5 oraz planem inspekcji. Wykorzystano następujące konwencjonalne metody badań nieniszczących: VT, RT, UT, MT, HT, oraz PMI.
Zakres dostawy
LBNiW realizowało dwa kontrakty podczas tego projektu, jeden bezpośrednio dla Bilfinger Babcock Borsig Steinmüller (BBS) i drugi dla głównego podwykonawcy tj. Bilfinger Duro Dakovic Montaza (DDM), który był odpowiedzialny za montaż części ciśnieniowej kotłów. W sumie ponad 7,000 godzin inspekcyjnych wykorzystano do kompleksowej realizacji usług.
Usługi dostarczone dla Bilfinger Babcock Borsig Steinmüller
Głównym naszym zobowiązaniem wobec BBS było wykonanie badań i pomiarów diagnostycznych starej części instalacji (starych odcinków rurociągów parowych i wody zasilającej), która nie podlegała wymianie w ramach tego projektu, ale do której wszystkie nowo zainstalowane rurociągi miały być podłączane. Naszym zadaniem było przeprowadzenie kontroli integralności 100% spoin metodą ultradźwiękową i magnetyczno-proszkową. Dodatkowo, wszystkie kolana rurociągów parowych zostały zweryfikowane metodami UT oraz MT. Poza tym wykonano wiele ultradźwiękowych pomiarów grubości oraz kilka replik metalograficznych w celu oceny stopnia pogorszenia mikrostruktury materiału na skutek pełzania. Niektóre z wymienionych prac zleciliśmy naszemu partnerowi biznesowemu, który specjalizuje się w ocenie stanu technicznego kotłów w fazie eksploatacji. Wszystkie badania przeprowadzono zgodnie z planem inspekcji, dostarczonym przez BBS. Dodatkowo przeprowadziliśmy rozmaite doraźne zadania inspekcyjne dla BBS, które obejmowały badania twardości, pozytywną identyfikację materiału, UT, RT, MT i VT różnych komponentów i elementów armatury.
Usługi dostarczone dla Bilfinger Duro Dakovic Montaza
Zdecydowana większość naszych prac została wykonana w ramach kontraktu z Bilfinger Duro Dakovic Montaza podczas montażu części ciśnieniowej kotłów K6 i K9. Kontrolę złączy spawanych elementów kotła przeprowadziliśmy zgodnie z EN 12952-6 natomiast inspekcję spoin rurociągów biegnących na zewnątrz kotłów zrealizowaliśmy zgodnie z EN 13480-5. Badanie ograniczone było do spoin montażowych i jego zakres wynosił od 10% do 100% w zależności od badanego elementu. Nasz zespół projektowy składał się z 7 specjalistów stosujących konwencjonalne techniki badań nieniszczących: RT, UT, MT, HT, PMI.

Widok pospawanych ścian membranowych na kotle K6.
Ściany membranowe kotła K9 podczas instalacji.
Badania Radiograficzne
Wykonaliśmy badanie radiograficzne ponad 4700 spoin stosując źródła Selenowe. Było to nie lada wyzwanie, aby nadążyć z prześwietlaniem spoin w mocno ograniczonym oknie czasowym. Montaż odbywał się w trybie dwuzmianowym, 10 godzin na zmianę, przez 6 dni w tygodniu, co pozostawiało tylko cztery godziny na dobę oraz niedziele na potrzeby inspekcji. Warunki kontroli spoin jeszcze bardziej się skomplikowały, w szczytowym okresie, kiedy montaż odbywał się na obydwu kotłach jednocześnie, wliczając niedziele. Kotły K6 i K9 znajdują się obok siebie w konsekwencji czego praca dwóch zespołów radiograficznych musiała być tak skoordynowana, aby nie kolidowały ze sobą nawzajem.
Rutynowani inspektorzy LBNiW zdołali pomyślnie zakończyć wszystkie badania radiograficzne i dotrzymać ustalonych terminów pomimo wspomnianych utrudnień. Regularne badanie radiograficzne przeprowadzono 6 dni w tygodniu, dodatkowo jeden zespół pracował w niedziele (kiedy było to możliwe), aby nadrabiać wszelkie zaległości, które gromadziły się w ciągu tygodnia.

Badania radiograficzne spoin przeprowadzono wykorzystując izotopy Selenu (Se75).

Badania radiograficzne złączy spawanych przegrzewacza pary na kotle K6.
Pozostałe Badania
W ciągu dnia inspektorzy LBNiW wykonywali kontrole spoin metodą ultradźwiękową (UT), magnetyczno-proszkową (MT), terenowe pomiary twardości spoin i weryfikacje użytych gatunków stali przenośnym spektrometrem (PMI). Nasz zakres dostawy w tych metodach obejmował:
- UT 1100+ spoin
- MT 1400+ spoin
- HT 1200+ spoin
- PMI 200+ punktów kontrolnych
Oddelegowaliśmy dwóch specjalistów o szerokim spektrum kwalifikacji do wykonywania codziennych zadań wymaganych przez projekt. Wszystkie testy zostały zrealizowane zgodnie z normami EN 12952-6 lub EN 13480-5 oraz planem inspekcji.
Badania magnetyczno-proszkowe i pomiary twardości przeprowadzono na wszystkich spoinach, które podlegały obróbce cieplnej. Do terenowych pomiarów twardości zastosowaliśmy metodę UCI. Nasi specjaliści posiadają wymagane doświadczenie w stosowaniu metody UCI, co więcej nasza procedura testowania uwzględnia dodatkowe warunki i wymagania podczas pomiarów twardości stali P91, która została użyta na przegrzewaczach pary oraz głównych rurociągach parowych.
Spoiny powyżej 8mm grubości sprawdzano ultradźwiękowo. 100% spoin na rurociągach pary świeżej przebadano metodą ultradźwiękową (UT). Zakres inspekcji UT na innych systemach rurociągowych wynosił od 10% do 100% w zależności od wymagań norm lub planu inspekcji.
Pozytywna identyfikacja materiału PMI była głównie używana w celu potwierdzenia, że użyto właściwie spoiwo do wykonania krytycznych spoin. Losowe kontrole PMI spoin przeprowadzono na przegrzewaczach pary i 100% weryfikację spoin rurociągów parowych.

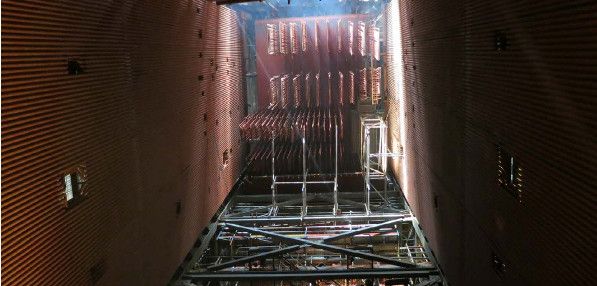
Widok podgrzewacza wody na kotle K9 podczas instalacji.

Badanie magnetyczno-proszkowe spoiny rurociągu parowego kotła K6. 100% spoin na tej linii skontrolowano metodami UT, MT i HT.
